
Le sfide operative
Il modello di produzione tradizionale per la carpenteria elettrica complessa presentava criticità legate alla frammentazione delle fasi:
- Gestione multimateriale: necessità di processare con la stessa efficienza acciai comuni, inox e leghe di alluminio.
- Tempi di lead time: i passaggi manuali tra saldatura, applicazione dei perni e molatura creavano colli di bottiglia e aumentavano i margini di errore.
- Finitura estetica: la difficoltà nel mantenere una qualità di molatura uniforme senza l’intervento umano specializzato.
La soluzione strategica
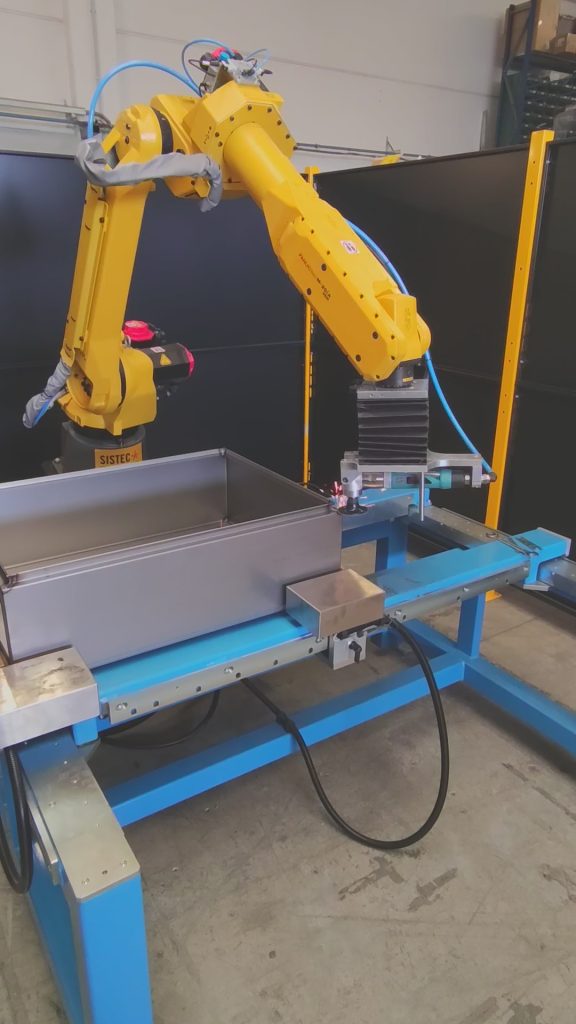
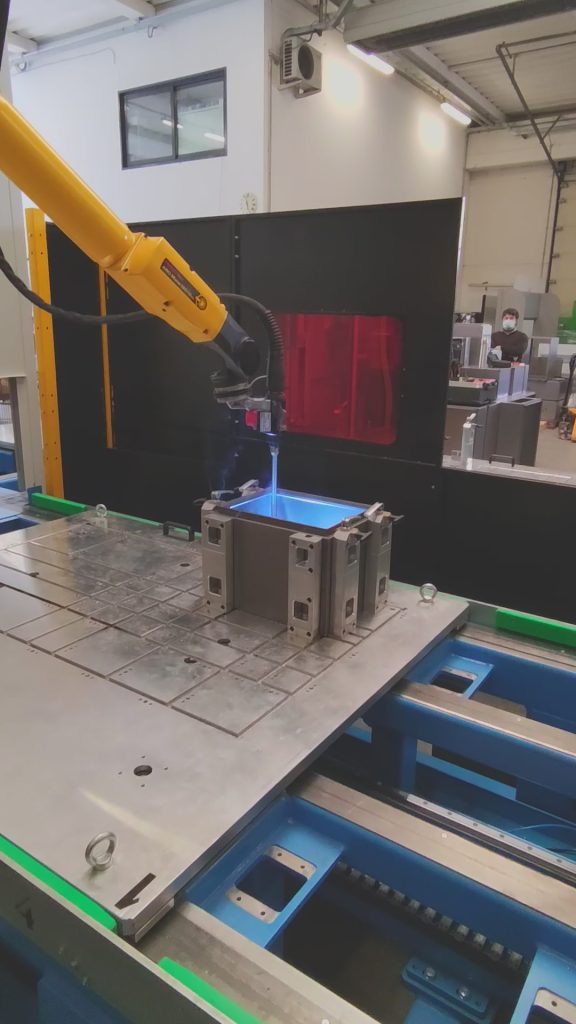
L’infrastruttura si basa su una cella robotizzata flessibile che combina tecnologie di giunzione e finitura d’avanguardia:
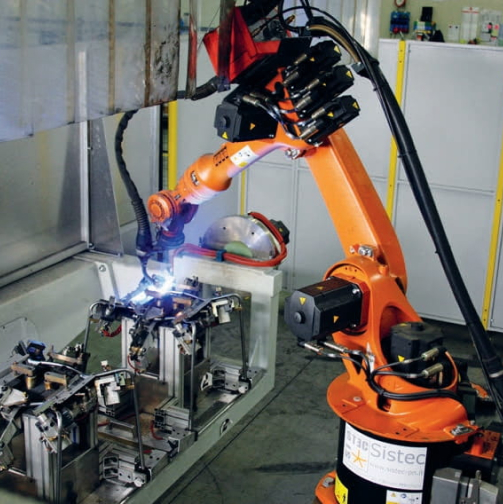
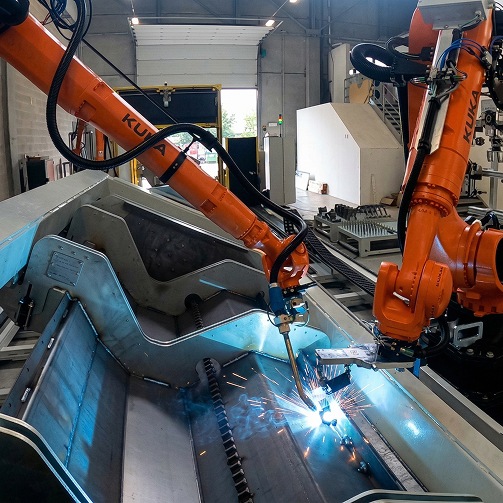
- Saldatura LASERT – MIG – CMT: integrazione di processi a basso apporto termico per garantire la massima precisione strutturale e ridurre le deformazioni sui materiali sottili.
- Putatura: sistema di fissaggio rapido di prigionieri e inserti con posizionamento millimetrico gestito dal robot.
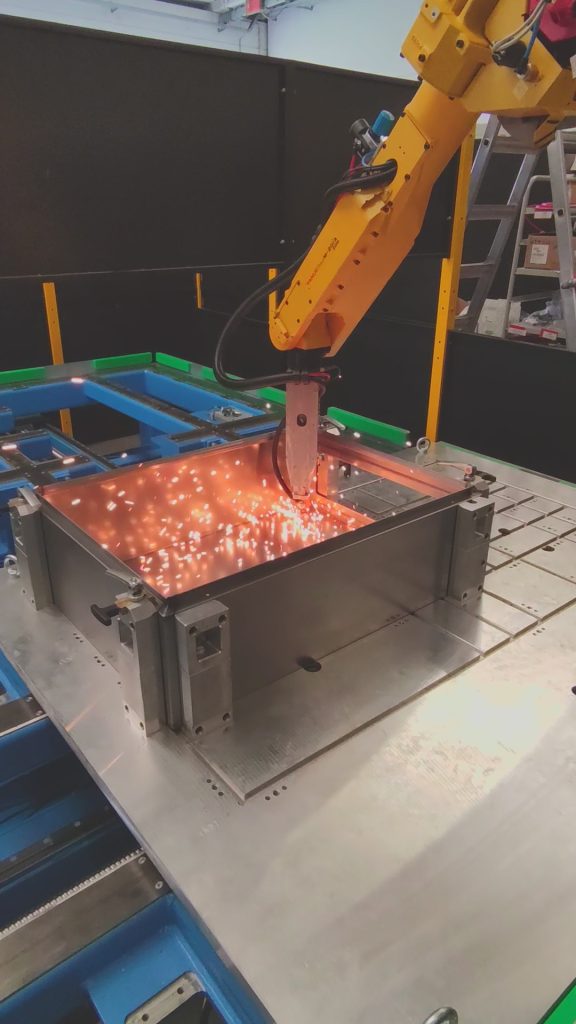
- Smerigliatura: stazione di smerigliatura e finitura integrata per eliminare le imperfezioni e rendere il prodotto pronto per i trattamenti successivi senza interventi manuali.
- Sistema di movimentazione/gestione pallet: gestione intelligente dei carichi per garantire una produttività “non-stop” e una logistica interna ottimizzata.

Risultati e valore generato
Il passaggio a un modello di produzione integrato ha generato un vantaggio competitivo misurabile:
- Precisione millimetrica: controllo totale sulle fasi di saldatura e molatura, con una drastica riduzione degli scarti e delle ri-lavorazioni.
- Ottimizzazione del flusso: la sincronizzazione delle quattro tecnologie elimina i colli di bottiglia tipici della carpenteria tradizionale.
- Risposta real-time: flessibilità operativa che permette di evadere piccoli lotti e prototipi con la stessa efficienza della produzione di serie.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}