Le sfide del business
Il progetto presentava complessità tecniche che impattavano direttamente sulla produttività:
- Variabilità estrema: l’impossibilità di creare dime di bloccaggio per i numerosi pezzi piccoli a causa della loro posizione variabile.
- Dimensioni critiche: gestione di manufatti lunghi fino a 3,5 metri che richiedono ampi raggi d’azione.
- Tempi morti elevati: il carico e il bloccaggio di carpenterie pesanti e ingombranti occupavano una frazione eccessiva del tempo ciclo.
- Logistica di carico: la necessità di utilizzare il carroponte per movimentare i pezzi strutturali all’interno di un’area densamente occupata da robot su slitta.

Soluzione strategica
L’architettura dell’impianto è stata progettata per massimizzare il tempo mascherato e la flessibilità operativa:
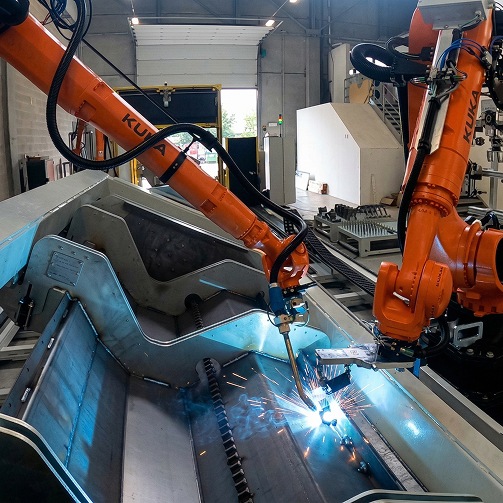
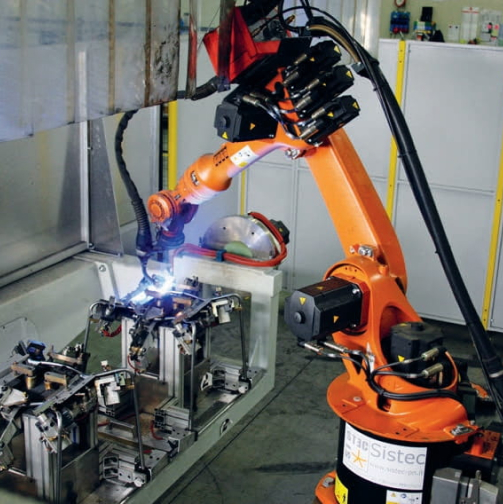
- Configurazione a tre robot su slitta: due robot KUKA IONTEC dedicati alla saldatura e un terzo robot KUKA ad alta precisione (HA) per la manipolazione e il posizionamento in tempo reale.
- Tecnologia “robot-as-jig”: il robot di manipolazione posiziona i pezzi piccoli con precisione millimetrica mentre il robot di saldatura esegue la pre-puntatura, eliminando il costo e l’ingombro di centinaia di dime fisse.
- Doppia stazione a “tornio” mobile: due maschere di saldatura montate su carri slitta separati. Questo sistema permette di portare la zona di carico all’esterno dell’ingombro dei robot, consentendo l’uso agevole del carroponte in totale sicurezza.
- Maschere di saldatura autoadattative: il robot di manipolazione regola automaticamente la lunghezza della maschera spostando le parti mobili su guide a ricircolo di sfere, adattandosi istantaneamente al modello da saldare.
- Cambio utensili automatico: gestione di diversi sistemi di presa tramite un magazzino dedicato e cambi automatici elettro-pneumatici sul polso del robot.

Risultati e valore generato
L’integrazione di queste tecnologie ha permesso di raggiungere obiettivi di business superiori:
- Riduzione del tempo ciclo: grazie alla saldatura simultanea con due robot sullo stesso pezzo (reso possibile dalla lunghezza del manufatto).
- Efficienza “tempo mascherato”: mentre un lato dell’impianto salda, l’operatore carica i pezzi strutturali sul secondo carro esterno, azzerando i fermi macchina.
- Flessibilità totale di modello: il sistema si riconfigura automaticamente per lunghezze variabili da 2.000 a 3.500 mm senza intervento manuale sulle attrezzature.
- Ottimizzazione degli spazi: l’uso di carri slitta per le maschere ha risolto il conflitto tra l’ingombro dei robot e la necessità di manovra per carichi pesanti.
Specifiche tecniche e dotazione
- Sistemi di saldatura: 2x KUKA KR20 R3100 IONTEC installati su slitta traslante per la massima copertura operativa.
- Unità di manipolazione: 1x KUKA KR120 R3100-2 HA (High Accuracy) su slitta, ottimizzato per il posizionamento millimetrico dei componenti.
- Capacità dimensionale: gestione di manufatti con sezione fino a 1000×600 mm e lunghezze estese fino a 3500 mm.
- Integrazione di processo: gruppi di saldatura integrati direttamente a bordo slitta, una scelta progettuale che garantisce la massima libertà di movimento e l’assenza di interferenze durante le lavorazioni più complesse.










{kind=link}
{kind=link}
{kind=link}